
Page 21 - K40 - Laser
P. 21
20
Makro für Testschuss
M3 Start
G1F100S165 Schnittbewegung in gerader Linie mit 100mm/min und S-Wert 165
G4P0.999 Pause für 0,999sec
S0 Leserleitung Leistung = 0
G0 Laser aus
M5 Stopp
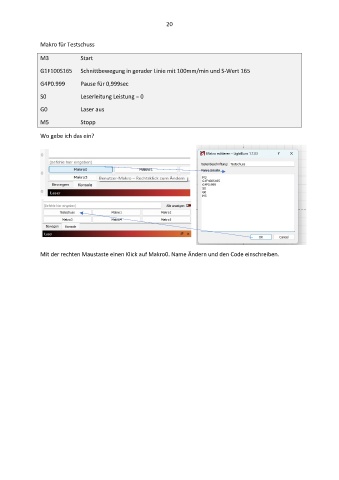
Wo gebe ich das ein?
Mit der rechten Maustaste einen Klick auf Makro0. Name Ändern und den Code einschreiben.