
Page 31 - K40 - Laser
P. 31
30
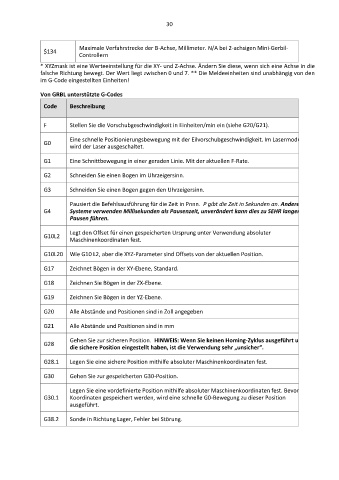
Maximale Verfahrstrecke der B-Achse, Millimeter. N/A bei 2-achsigen Mini-Gerbil-
$134
Controllern
* XYZmask ist eine Werteeinstellung für die XY- und Z-Achse. Ändern Sie diese, wenn sich eine Achse in die
falsche Richtung bewegt. Der Wert liegt zwischen 0 und 7. ** Die Meldeeinheiten sind unabhängig von den
im G-Code eingestellten Einheiten!
Von GRBL unterstützte G-Codes
Code Beschreibung
F Stellen Sie die Vorschubgeschwindigkeit in Einheiten/min ein (siehe G20/G21).
Eine schnelle Positionierungsbewegung mit der Eilvorschubgeschwindigkeit. Im Lasermodus
G0
wird der Laser ausgeschaltet.
G1 Eine Schnittbewegung in einer geraden Linie. Mit der aktuellen F-Rate.
G2 Schneiden Sie einen Bogen im Uhrzeigersinn.
G3 Schneiden Sie einen Bogen gegen den Uhrzeigersinn.
Pausiert die Befehlsausführung für die Zeit in Pnnn. P gibt die Zeit in Sekunden an. Andere
G4 Systeme verwenden Millisekunden als Pausenzeit, unverändert kann dies zu SEHR langen
Pausen führen.
Legt den Offset für einen gespeicherten Ursprung unter Verwendung absoluter
G10L2
Maschinenkoordinaten fest.
G10L20 Wie G10 L2, aber die XYZ-Parameter sind Offsets von der aktuellen Position.
G17 Zeichnet Bögen in der XY-Ebene, Standard.
G18 Zeichnen Sie Bögen in der ZX-Ebene.
G19 Zeichnen Sie Bögen in der YZ-Ebene.
G20 Alle Abstände und Positionen sind in Zoll angegeben
G21 Alle Abstände und Positionen sind in mm
Gehen Sie zur sicheren Position. HINWEIS: Wenn Sie keinen Homing-Zyklus ausgeführt und
G28
die sichere Position eingestellt haben, ist die Verwendung sehr „unsicher“.
G28.1 Legen Sie eine sichere Position mithilfe absoluter Maschinenkoordinaten fest.
G30 Gehen Sie zur gespeicherten G30-Position.
Legen Sie eine vordefinierte Position mithilfe absoluter Maschinenkoordinaten fest. Bevor die
G30.1 Koordinaten gespeichert werden, wird eine schnelle G0-Bewegung zu dieser Position
ausgeführt.
G38.2 Sonde in Richtung Lager, Fehler bei Störung.